Electronics and Machinery
Reference:
Gubanova, A.A., Dolya, A.S. (2019). Simulation stand for machine equipment monitoring. Electronics and Machinery, 1, 6–16. https://doi.org/10.7256/2453-8884.2019.1.29920

|
Library
|
Your profile |
 This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License.
This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License.|
Electronics and Machinery
Reference:
Gubanova, A.A., Dolya, A.S. (2019). Simulation stand for machine equipment monitoring. Electronics and Machinery, 1, 6–16. https://doi.org/10.7256/2453-8884.2019.1.29920
Simulation stand for machine equipment monitoring
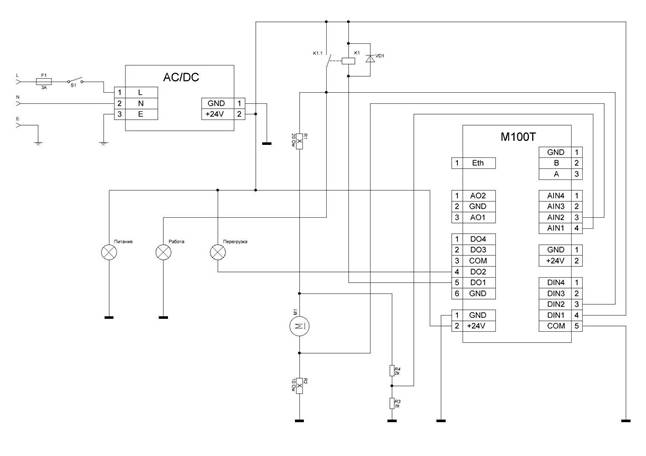
DOI: 10.7256/2453-8884.2019.1.29920Received: 03-06-2019Published: 29-07-2019Abstract: The object of the study is a simulation model of the drilling machine. The subject of the study is a mathematical model of the engine load on the shaft. In this paper, monitoring refers to the assessment of the health of the machine equipment. It is envisaged that the monitoring will be carried out using the simplest control function, registering the current on the motor shaft with the help of the developed software (SOFTWARE) with the use of remote Supervisory control based on the SCADA system and the developed demonstration stand. This approach provides the possibility of early detection of breakdowns and providing information about the health of the monitored object. Theoretical research is based on the basic provisions of the theory of computational mathematics, the theory of automatic control, industrial programming. Empirical research includes methods of mathematical modeling using special computer software. The scientific novelty of the work lies in the development of an experimental monitoring stand of machine equipment, which allows to assess the state of the machine in real time and make decisions based on the information received by the SCADA system (MasterSCADA). Keywords: monitoring of the machine, machine equipment, scada system, engine load, dispatching system, overload of the motor, simulation modeling, the algorithm of the system, monitoring system, simulation of drilling machineМожно утверждать, что в целом станочное оборудование является важным результатом процесса развития всей промышленности в целом. По результатам исследования [1] на сегодняшний день весь рынок станочного оборудования составляет около 90 млр. долларов. Однако, например, лишь 30% станочного оборудования в России оснащено различного рода интеллектуальными системами, в том числе, и системами мониторинга. Принимая во внимание то, что стоимость такого рода систем колеблется в среднем от 2% стоимости станка, надо учитывать, что многим средним и малым предприятиям не предоставляется возможность покупки современного станочного оборудования и программного обеспечения для мониторинга из-за их высокой стоимости. Также можно сказать, что на большинстве крупных предприятий имеется парк надежного станочного оборудования без ЧПУ, который эксплуатируется на протяжении долгих десятков лет и оборудование не выходит из строя; установление программного оборудования, по цене в несколько десятков раз превышающего стоимость морально устаревшего станка является нецелесообразной, а постоянно совершенствующие технические средства и программное обеспечение диктуют правила для создания различного рода АС на базе использования систем сбора данных и обработки информации с помощью вычислительных комплексов и диспетчерского управления (SCADA-системы)[2]. В данной работе показан стенд, который состоит из двух частей: первая часть это персональный компьютер, вторая часть это самая главная часть демонстрационного стенда, на которой установлен электродвигатель, который имитирует сверлильный станок, установлены элементы индикации, блок питания, блок ввода-вывода. Эти две части интерфейса соединяются по интерфейсу Ethernet обычным сетевым кабелем. Внутри стенда находятся два блока: это блок питания, который преобразует переменный ток 220 В в постоянный ток, значение которого равно 24 В и модуль ввода-вывода М100Т, который преобразует входные-выходные сигналы в Ethernet Modbus tcp. На верху корпуса установлен на кронштейне двигатель с патроном, в который зажато сверло (имитация сверлильного станка) и элементы индикации (лампа синего цвета- «ПИТАНИЕ» (как только подали 220 В, включили блок питания, далее в схеме появилось 24 В и загорелась лампа ), лампа зеленого цвета – «РАБОТА» (как только подается команда на включение электродвигателя, параллельно загорается эта лампа) и лампа желтого цвета «ПЕРЕГРУЗКА» (как только SCADA-система примет решение о том, что превышена нагрузка на электродвигатель, то она выдаст команду нажать на эту кнопку). Принцип работы схемы электрической принципиальной заключается в следующем: питание 220 В подается через стандартную компьютерную розетку, имеет переключатель и защитный плавный предохранитель F1 на 3 А. Нажав кнопку переключателя S1 в системе сразу начинает работать блок питания, на его выходе появляется значение в 24 В; от этих 24 В запитался модуль ввода-вывода М100Т и, соответственно, зажглась лампочка «ПИТАНИЕ». В программной части в SCADA-системе через ОРС-сервер начался опрос модуля М100Т и загорается лампочка синего цвета, показывая тем самым, что появилось питание. В самой SCADA-системе будет обозначено, что надо нажать кнопку «ВКЛЮЧИТЬ СТАНОК», эта команда по сети Ethernet приходит на модуль М100Т и выдается сигнал на дискретный выход DO1, Этот сигнал поступает на реле К1, далее реле замыкается, тем самым подавая 24 В через два резистора на двигатель и станок начинает крутиться. Через двигатель начинает протекать какой-то ток, предположим 100 мА, он протекает через резистор R2 (так называемый токовый шунт), таким образом, начинает падать напряжение. Это напряжение через делитель поступает на аналоговый вход AIN2 и отображается в SCADA -системе как ток двигателя. На вход AIN1 поступает напряжение, которое подано к двигателю (через делитель). Таким образом, мы с помощью SCADA-системы еще и видим напряжение на двигателе. Зная оба параметра ток и напряжение мы получаем значение мощности на валу электродвигателя. Также можно просчитать и степень нагрузки. Поскольку данный демонстрационный стенд имеет маломощный мотор, и, соответственно, все величины (токи, напряжения ) малы, то в систему было принято внести поправочные коэффициенты (все значения были линейно увеличены в 10 раз), которые на мониторе оператора выводят реальные значения, похожие на значения настоящего станочного оборудования. При искусственном торможении вала двигателя начинает расти ток в электроцепи, соответственно, начинает увеличиваться падение напряжения на шунтирующем сопротивлении R2, который постоянно контролируется и его значение передается в SCADA-систему. Если система видит, что в течение установленного времени его параметры отличаются от принятых, то принимает решение выключить электродвигатель с помощью реле К1 и зажигает желтую лампочку «ПЕРЕГРУЗКА» до тех пор пока в системе не нажмут на лампочку «ВЫКЛЮЧИТЬ ДВИГАТЕЛЬ», а потом заново нажать кнопку «ВКЛЮЧИТЬ». Разработка алгоритма работы системы В настоящей работе функционирование системы планируется на основе написанной программы для управления системой на основе ПО MasterSСADA; для этого необходимо составить алгоритм управления, который учитывает весь цикл мониторинга работы станочного оборудования. На рисунке 2 представлена схема алгоритма системы мониторинга работы станочного оборудования. Принцип его работы заключается в следующем.
Рисунок 1- Схема электрическая принципиальная
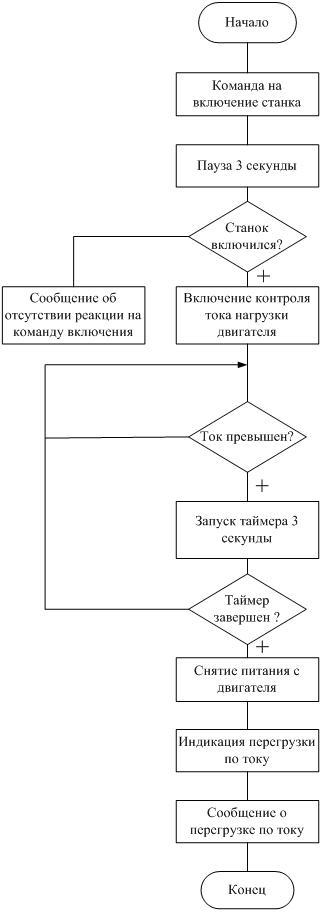
В начале работы необходимо подать команду на включение станка. Далее устанавливаем время паузы в течение трех секунд. Должно быть выполнено условие, что станок включился. Если станок не включился на пульт оператора приходит сообщение об отсутствии реакции на команду включения. Если условие включения станка выполнено, то программа переходит в другой цикл проверки превышения тока. Затем система производит запуск таймера в течение трех секунд; если время не превышает три секунды, то цикл опять запрашивает значение превышения тока и так происходит n-количество раз пока время не будет превышено. Если команда «Таймер завершен?» (время превысило более трех секунд) выполнена, то происходит снятие питания с двигателя, на панели загорается индикация перегрузки по току и сообщение о перегрузке по току приходит оператору на интерфейсное окно SCADA-системы.
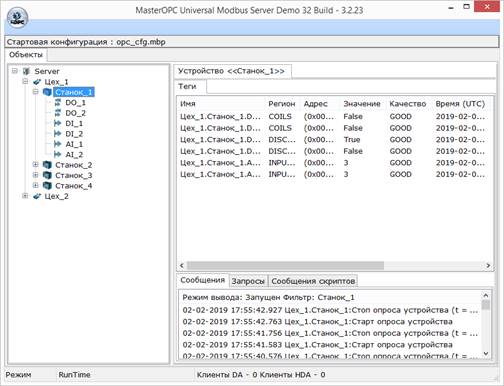
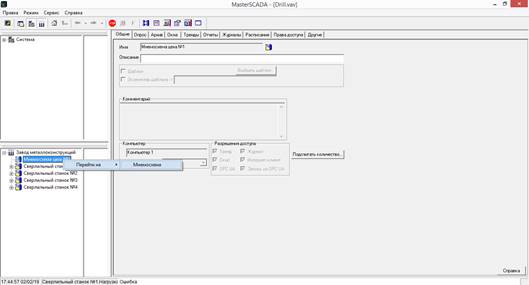
Рисунок 2- Алгоритм работы системы Разработка программного обеспечения Согласно [3-13] этапы разработки интерфейса системы мониторинга станочного оборудования в данной работе состоял из следующих этапов: - первый этап. Разработка схемы электрической принципиальной и техническое задание на алгоритм, обеспечивающий работу всей системы. Из спроектированной нами схемы электрической принципиальной в программу MasterSCADA были внесены Тип переменных и произведена настройка ОРС сервера (рисунок 3). - второй этап. Импортируем переменные в ОРС сервер, привязываем переменные к расчетным к формулам (рисунки 4-5). - третий этап. Создание графического интерфейса проекта и визуализация в SCADA-системе (6-11).
Рисунок 3- Интерфейс программы MasterSCADA (ввод типа переменных и настройка ОРС сервера)
Рисунок 4- Интерфейс программы MasterSCADA (привязка переменных)
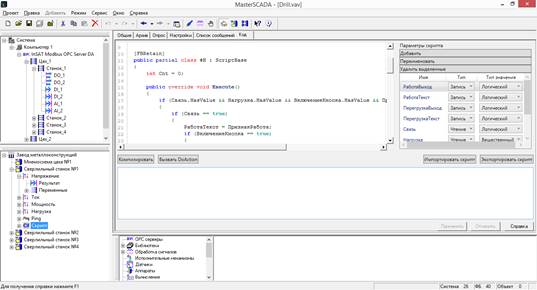
Рисунок 5– Интерфейс программы MasterSCADA (листинг программы)
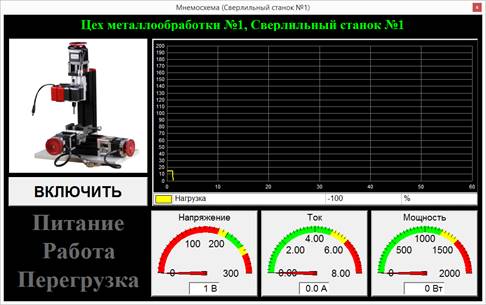
Рисунок 6 - Общий вид мнемосхемы в программе MasterSCADA
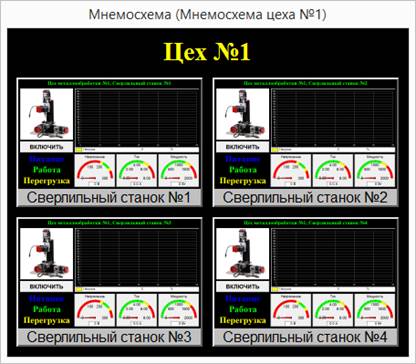
Рисунок 7- Общий вид мнемосхемы группы станков цеха
Рисунок 8 – Мнемосхема отсутствия питания (станок выключен)
Рисунок 9- Мнемосхема начала работы станка
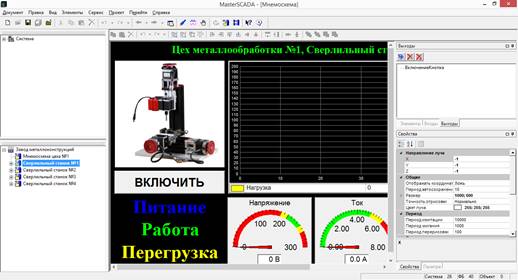
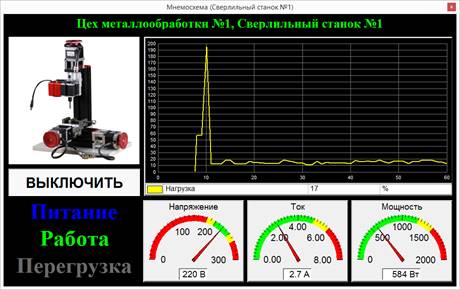
Рисунок 10 – Мнемосхема работы станка
Рисунок 11 - Мнемосхема, показывающая перегрузку на валу двигателя
В данной работе создание имитационной модели системы мониторинга станочного оборудования состояло из следующих этапов: 1. Разработка схемы электрической принципиальной 2. Подборка всех комплектующих 3. Размещение всех комплектующих в корпусе 4. Закрепление всех составляющих в корпусе 5. Выполнение контактных соединений внутри корпуса 6. Окончательный монтаж (соединение верхней части корпуса с нижним, прикручивание к верхней крышке блока, имитирующего сверлильный станок) 7. Испытание устройства Основные этапы сборки имитационной модели системы мониторинга представлены на рисунках 12- 15.
Рисунок 12 -Первична «примерка» расположения блока питания и модуля ввода-вывода М100Т
Рисунок 13 -Внешний вид крышки после установки ламп индикации
Рисунок 14- Подключение всех компонентов
Рисунок 15 – Готовое устройство в сборе В данной статье реализован стенд, а, именно, имитационная модель сверлильного станка. Были реализованы схемы структурная и электрическая принципиальная, разработан алгоритм для работы всей системы мониторинга управления станочным оборудованием с применением ПО MasterSCADA, разработаны мнемосхемы интерфейса оператора. Таким образом, показана практическая ценность работы, состоящая в применении блока мониторинга в составе управления станочного оборудования, позволяющего повысить работоспособность станка и снизить риски поломки. References
1. Osnovy avtomatizirovannykh sistem upravleniya tekhnologicheskimi protsessami: Uchebnoe posobie / Yusupov R.Kh.-M.:Infra-Inzheneriya, 2018.-132 s.: 60x84 1/16 (Pereplet) ISBN 978-5-9729-0229-3-Rezhim dostupa:
2. Komp'yuternoe upravlenie tekhnologicheskim protsessom, eksperimentom, oborudovaniem / V.V. Denisenko.-M.: Gor. liniya-Telekom, 2013.-606 s.: il.; 70x100 1/16. (oblozhka) ISBN 978-5-9912-0060-8-Rezhim dostupa: http://znanium.com/catalog/product/443651 3. Tekhnicheskie sredstva avtomatizatsii i upravleniya: Uchebnoe posobie / Shishov O. V.-M.: NITs INFRA-M, 2016.-396 s.: 60x90 1/16.-(Vysshee obrazovanie: Bakalavriat) (Pereplet) ISBN 978-5-16-010325-9-Rezhim dostupa: http://znanium.com/catalog/product/527482 4. Sistemy upravleniya oborudovaniem. Praktikum: Uchebnoe posobie / Sinitsa P.V.-Mn.:RIPO, 2017.-84 s.: ISBN 978-985-503-659-4-Rezhim dostupa: http://znanium.com/catalog/product/948939 5. Shreiner R. T., Emel'yanov A. A., Klishin A. V., Medvedev A. V. Modelirovanie momentov nagruzki elektrodvigatelei v MATLAB // Molodoi uchenyi. — 2010. — №8. T. 1. — S. 6-12. — URL https://moluch.ru/archive/19/1902/ (data obrashcheniya: 16.02.2019). 6. Avtomatizatsiya tekhnologicheskikh protsessov i proizvodstv : ucheb. posobie / A.A. Ivanov. — 2-e izd., ispr. i dop. — M. : FORUM : INFRA-M, 2015. — 224 s. — (Vysshee obrazovanie).-Rezhim dostupa: http://znanium.com/catalog/product/473074 7. Osnovy avtomatizirovannykh sistem upravleniya tekhnologicheskimi protsessami: Uchebnoe posobie / Yusupov R.Kh.-M.:Infra-Inzheneriya, 2018.-132 s. 8. Komp'yuternoe upravlenie tekhnologicheskim protsessom, eksperimentom, oborudovaniem / V.V. Denisenko.-M.: Gor. liniya-Telekom, 2013.-606 s. 9. Teoreticheskie osnovy razrabotki i modelirovaniya sistem avto-matizatsii: Uchebnoe posobie / A.M. Afonin, Yu.N. Tsaregorodtsev, A.M. Pet-rova i dr.-M.: Forum, 2011.-192 s. 10. Razrabotka i ekspluatatsiya avtomatizirovannykh informatsionnykh sistem: Uchebnoe posobie / L.G. Gagarina.-M.: ID FORUM: NITs In-fra-M, 2013.-384 s. 11. Razrabotka i maketirovanie mikroprotsessornykh sistem: Uchebnoe posobie / Beresnev A.L., Beresnev M.A.-Taganrog:Yuzhnyi federal'nyi universitet, 2016.-106 s. 12. Razrabotka i ekspluatatsiya avtomatizirovannykh informatsionnykh sistem : ucheb. posobie / L.G. Gagarina. — M. : ID «FORUM» : INFRA-M, 2019. — 384 s. — (Srednee professional'noe obrazovanie).-Rezhim dos-tupa: http://znanium.com/catalog/product/1003025 13. Yazyki programmirovaniya : ucheb. posobie / O.L. Golitsyna, T.L. Partyka, I.I. Popov. — 3-e izd., pererab. i dop. — M. : FORUM : IN-FRA-M, 2018. — 399 s. — (Srednee professional'noe obrazovanie).-Rezhim dostupa: http://znanium.com/catalog/product/973007 |
| We use cookies to make your experience of our websites better. By using and further navigating this website you accept this. | Accept and Close |