Urban Studies
Reference:
Kolesnikov, A.G. (2019). Modernization of design of the extruder for construction 3D printer and selection of its components. Urban Studies, 2, 64–70. https://doi.org/10.7256/2310-8673.2019.2.29597
Modernization of design of the extruder for construction 3D printer and selection of its components
Kolesnikov Aleksandr Georgievich
PhD in Technical Science
Associate Professor, Department of Urban, Road Construction and Structural Mechanics, Southwestern State University
305054, Russia, Kurskaya Oblast' oblast', g. Kursk, ul. 50 Let Oktyabrya, 94

|
ag-kolesnikov@mail.ru
|
|
 |
Other publications by this author
|
|
|
DOI: 10.7256/2310-8673.2019.2.29597
Received:
23-04-2019
Published:
06-06-2019
Abstract:
This article explores the improvement of characteristic of the construction 3D printer through changing its design, mixing ratio, and selection of necessary additives. The object of this research is the influence of additives and methods of their use in cement-sand grout in accordance with its characteristics. Special attention is given to monitoring of the effective doping of additives in cement-sand grout for the construction 3D printer based on the experimental and theoretical studies, and possibility of a prompt change of the mixture ratio in erecting various building structures. For determining the effect of different additives upon the mixture properties for the construction 3D printer, the author conducts experimental research following the method recommended by the All-Union State Standard. For the convenient usage of mixtures in the construction 3D printer is designed a regime imitating the process of extruding the mixture. The article suggests recommendations on the selection of mixture ratio for the construction 3D printer in various buildings and constructs (load-bearing walls, cross-connections, partitions). The article provides the results of experimental study for durability of mixture and placeability of mixtures with the use of additives. The author presents the design of extruder for construction 3D printer that would ensure variability of doping additives in mixture.
Keywords:
3D printers, construction mixes, concrete mixes, extruder, additive technologies, durability, placeability, fibre, softener, accelerating agent
Введение
В настоящее время становится актуальным использование строительных 3D принтеров для автоматизации процесса возведения зданий и сооружений. Производство строительных работ таким образом пока только набирает обороты, но имеет большие перспективы.
3D принтеры создают реальные объекты на основе компьютерной объёмной модели, используя метод печати по слоям [1,2]. Строители устанавливают на стройплощадке 3D-принтер, настроенный на воспроизведение разработанной модели здания, после чего начинается процесс возведения дома. Так же архитекторы используют данную технологию для создания отдельных элементов, например, дверных ручек, декоративных элементов на фасадах и другого [3,4].
Использование таких принтеров в строительстве открывает возможности, связанные со снижением себестоимости создаваемых объектов, высокой точностью изготовления, с возможностью использования различных материалов в качестве исходных для возводимых объектов, уменьшением времени на само строительство в разы. Однако методика возведения конструкций и состав смеси являются мало исследованными и нуждаются в доработке.
Разработка состава строительных смесей для 3D принтеров
Изучив существующие модели 3D принтеров, можно сделать вывод о том, что за 24 часа строительный принтер может возвести как одноэтажное строение площадью 15 м2, так и двухэтажное общей площадью 200м2. Это говорит о том, что ключевым фактором является не скорость самого принтера, а характеристики строительной смеси, используемой в нем. Смесь нуждается в улучшении и доработке состава.
Для определения необходимого состава и отношения ингредиентов смеси, обеспечивающих оптимальную работу 3D строительного принтера необходимо провести испытания на определение предела прочности образцов бетона на сжатие и определение удобоукладываемости бетонной смеси.
Удобоукладываемость бетонной смеси оценивают показателями подвижности или жесткости по ГОСТ 10181-2000 [5-7]. Результаты экспериментов для различных составов смеси приведены в таблице 1.
Таблица 1 – Результаты проведения экспериментов на удобоукладываемость смеси
|
№
|
Цементно-песчаный раствор М300
(контрольный образец)
|
Цементно-песчаный раствор М 300 с добав-лением фиброволокна и пластификатора
|
Цементно-песчаный раствор М 300 с добавлением фиброволокна, пластификатора и ускорителя схватывания
|
|
1
|
341 мм
|
387 мм
|
436 мм
|
|
2
|
338 мм
|
383 мм
|
430 мм
|
|
3
|
332 мм
|
377 мм
|
426 мм
|
По результатам экспериментов можно сделать выводы:
- пластификатор повышает подвижность цементно-песчаного раствора;
- ускоритель схватывания не помогает на ранних стадиях затвердивания;
- ускоритель схватывания повышает подвижность цементно-песчаного раствора на ранних стадиях затвердивания.
С целью проверки возможности применения добавок в строительную смесь для 3D принтера, были проведены испытания на прочность образцов-кубов [8-10]. Для проведения испытаний были изготовлены кубы с добавлением фиброволокна и пластификатора; с добавлением фиброволокна, пластификатора и ускорителя схватывания. Результаты испытаний образцов на сжатие приведены в таблице 2.
Таблица 2 – Результаты испытаний образцов на прочность
|
№
|
Цементно-песчаный раствор М300 (контрольный образец)
|
Цементно-песчаный раствор М300 с добавлением фиброволокна и пластификатора
|
Цементно-песчаный раствор М300 с добавлением фиброволокна, пластификатора и ускорителя схватывания
|
|
1
|
112,0 кН
|
126,5 кН
|
117 кН
|
|
2
|
109,0 кН
|
117,5 кН
|
112 кН
|
|
3
|
112,50 кН
|
126,0 кН
|
111 кН
|
По результатам экспериментов можно сделать выводы:
- фиброволокно и пластификатор увеличивают прочность образцов-кубов;
- ускоритель схватывания уменьшает прочность образцов-кубов;
- ухудшения цементно-песчаного раствора ускорителем схватывания можно компенсировать фиброволокном относительно контрольных образцов;
- целесообразно использовать смесь с добавлением пластификатора (1 литр на 100 кг цемента) и фиброволокна (100 г на 0,11 м3).
Для исследования удобства использования смесей в 3D принтере разработана установка, имитирующая процесс экструдирования смеси (рисунок 1).
Для испытания применяется цементно-песчаный раствор марки М300 без добавок; с добавлением пластификатора и фиброволокна; с добавлением пластификатора фиброволокна и отвердителя [11].

Рисунок 1 – Установка, имитирующая процесс экструдирования смеси:
1 – корпус; 2 – сопло; 3 – площадка загружения; 4 – груз.
Груз на площадке загружения приводит в действие поршень внутри корпуса (цилиндра), находящаяся внутри строительная смесь выдавливается из сопла. Результаты испытаний смесей на удобство прохождения через сопло экструдера приведено в таблице 3.
Таблица 3 – Результаты испытаний смесей на удобство прохождения через сопло экструдера
|
№
|
Цементно-песчаный раствор М300 (контрольный образец)
|
Цементно-песчаный раствор М300 с добавлением фиброволокна и пластификатора
|
Цементно-песчаный раствор М300 с добавлением фиброволокна, пластификатора и ускорителя схватывания
|
|
Процент выдавленной смеси от общей массы, %
|
|
1
|
12,7
|
16,9
|
19,1
|
|
2
|
12,4
|
13,8
|
16,9
|
|
3
|
10,7
|
11,3
|
12,0
|
По результатам экспериментов можно сделать выводы:
- наиболее подходящей является смесь с добавлением фиброволокна, пластификатора и ускорителя схватывания;
- ускоритель схватывания увеличивает пластичность смеси.
Разработка модели экструдера строительного 3D принтера
Каждый участок возводимой строительным 3D принтером конструкции здания или сооружения необходимо рассматривать как частный случай. В различных конструктивных элементах целесообразнее применять различные добавки. Для этого необходима быстрая смена состава смеси строительного принтера [12].
Для быстрой смены состава смеси строительного принтера разработана конструкция, обеспечивающая поступление добавок непосредственно перед выдавливанием строительного раствора (рисунок 2). Это способствует уменьшению времени прохода смеси через 3D принтер и порциально менять состав.
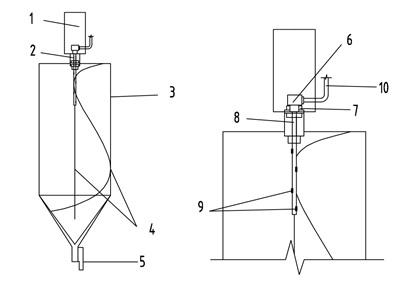
Рисунок 2 – Схема экструдера строительного 3D принтера
Сущность технического решения заключается в том, что на приводе механизма подачи смеси установлен механизм крепления, соединяющий подсоединенную к нему неподвижную трубку подачи смеси и герметичное соединение, к которому подсоединена находящаяся внутри привода механизма подачи и вращающаяся вместе с ним и шнеком трубка подачи смеси, на которой установлены форсунки подачи смеси.
Экструдер строительного принтера состоит из печатающей головки, внутри которой при помощи двигателя привода механизма подачи смеси и привода механизма подачи смеси вращается шнек, выдавливающий строительную смесь из экструдера. На печатающей головке установлено устройство формирования поверхности, которое выравнивает экструдированную строительную смесь. На двигателе привода механизма подачи смеси установлена неподвижная трубка подачи смеси, которая соединена с вращающейся трубкой подачи смеси механизмом крепления и герметичным соединением. Вращающаяся трубка подачи смеси проходит через привод механизма подачи и крепится на оси вращения шнека. На вращающейся трубке подачи смеси установлены форсунки подачи смеси (рисунок 2).
Ускоритель схватывания через неподвижную трубку подачи смеси поступает во вращающуюся трубку подачи смеси через механизм крепления и герметичное соединение, и распределяется в строительном растворе через форсунки подачи смеси.
Разработанная модель позволит производить быструю смену состава смеси строительного принтера, а также обеспечить поступление добавок непосредственно перед выдавливанием строительного раствора.
Заключение
По результатам проведенных экспериментальных и теоретических исследований можно сделать следующие выводы:
- для применения цементно-песчаной смеси в строительном 3D принтере необходимо применять добавки для улучшения характеристик самой смеси и работы строительных конструкций;
- в зависимости от назначения конструкции (несущая стена; перегородка; перемычка) необходимы различные добавки в строительную смесь 3D принтера;
- разработанная модель экструдера позволит производить быструю смену состава смеси строительного принтера.
References
1. Udodov S.A., Belov F.A., Zolotukhina A. E. 3D-pechat' v stroitel'stve: novoe napravlenie v tekhnologii betona i sukhikh stroitel'nykh smesei // Sb. st. VI Mezhdunarodnoi nauchno-prakticheskoi konferentsii MTsNS-Nauka i prosveshchenie». Penza, 2017. S. 58-62.
2. Wolfs R., Salet T. An Optimization Strategy for 3D Concrete Printing // EG-ICE 2015-22nd Workshop of the European Group of Intelligent Computing in Engineering. 2015. Code 114260
3. Lesovik V.S., Chernysheva N.V., Glagolev E.S., Drebezgova M.Yu., Ermolaeva A.E. 3D-additivnye tekhnologii v sfere stroitel'stva // Intellektual'nye stroitel'nye kompozity dlya zelenogo stroitel'stva. 2016. S. 157-167.
4. Wang Yo., Wu H.S., Li V.S. Sonsrete reinforsement with resysled fibers // Journal of Materials in Sivil Engineering. 2000. № 4-12. R. 314-319.
5. GOST 10181-2000. Smesi betonnye. Metody ispytanii [Tekst]. – Vved. 2001–07–01. – M.: Gosstroi Rossii, 2001. S. 29.
6. Guvalov A.A., Kuznetsova T.V. Vliyanie modifikatora na svoistva tsementnykh suspenzii // Stroitel'nye materialy. 2013. № 8. S. 86-88.
7. Khaliullin M.I., Altykis M.G., Rakhimov R.Z. Effektivnye sukhie gipsovye smesi s dobavkami polimernykh volokon // Izvestiya vysshikh uchebnykh zavedenii. Stroitel'stvo. 2004. № 3. S. 33-37.
8. Kolesnikov A.G. Algoritm opredeleniya optimal'nykh parametrov tonkostennykh prostranstvennykh konstruktsii // Kibernetika i programmirovanie. 2016. № 5. S. 54-60.
9. Mukhametrakhimov R.Kh., Izotov V.S. Vliyanie aktivnykh mineral'nykh dobavok na gidratatsiyu vyazhushchego i fiziko-mekhanicheskie svoistva fibrotsementnykh plit // Izvestiya KGASU. 2011. № 2 (16). S. 213-217.
10. Nesvetaev G.V., Udodov S.A., Bychkova O.A. O vliyanii sostava, modifitsirovannogo gipsoglinozemistogo rasshiryayushchegosya tsementa na prochnost' i temp tverdeniya // Internet-zhurnal Naukovedenie. 2015. T. 7. № 6 (31). S. 122.
11. Mukhametrakhimov R.Kh., Izotov V.S. Povyshenie fiziko-mekhanicheskikh svoistv i dolgovechnosti fibrotsementnykh plit na osnove tsellyuloznykh volokon // Izvestiya vysshikh uchebnykh zavedenii. Stroitel'stvo. 2012. № 9 (645). S. 101-107.
12. Koz'ev A.D., Kolesnikov A.G. Razvitie tekhnologii konstruirovaniya 3D-printerov // V sbornike: Innovatsionnye vnedreniya v oblasti tekhnicheskikh nauk sbornik nauchnykh trudov po itogam mezhdunarodnoi nauchno-prakticheskoi konferentsii. 2018. S. 19-22.
| 






