Electronics and Machinery
Reference:
Gubanova, A.A. (2017). Development of a microprocessor controller of a servo drive of a 3d printer. Electronics and Machinery, 3, 14–22. https://doi.org/10.7256/2453-8884.2017.3.24542
Development of a microprocessor controller of a servo drive of a 3d printer
Gubanova Aleksandra Anatol'evna
Lecturer at Don State Technical University.
344000, Russia, Rostovskaya oblast', g. Rostov-Na-Donu, Gagarina, 1

|
anatoliya81@mail.ru
|
|
 |
Other publications by this author
|
|
|
DOI: 10.7256/2453-8884.2017.3.24542
Received:
25-10-2017
Published:
26-11-2017
Abstract:
The article contains the results of development of a microprocessor controller of a servo drive for a 3D printer based on the microcontroller AT89C52. The structure and basic circuit diagram, and the PCB have been designed. This development is implemented on an affordable, cheap and modern electronic base, which helps significantly increase the quality of follower drive control. The author considers a 3D printer with a two pivot moving platform and with vertical printing head positioning at a selected depth. The research methodology allows developing modern technical equipment using affordable and cheap electronic components. Such technical means can interact with each other and help design flexible circuits. As a technological platform, FPGAs are used, which help modify the system quickly. The designed microprocessor controller of a servo drive is small (120x80x1,5 mm), has low power demand and high functionality. It uses modern, affordable and cheap hardware components. Use of the microcontroller AT89C52 as a control and information processing unit significantly reduces the number of elements in a microprocessor circuit. If this system is launched, it will significantly reduce the operate time and help acquire higher quality of follower drive control.
Keywords:
3-D printer, controller, servo drive, microprocessor system, PCB, sensor, extruder, stepper motor, positioning, order system
3D-принтер — это периферийное устройство, использующее метод послойного создания физического объекта по цифровой 3D-модели. Перемещение платформы происходит по двум осям и с позиционированием экструдера (печатающей головки) по вертикали на заданную глубину.
Первично система управления выполняет процедуру начальной инициализации и само тестирования всех систем 3D-принтера. Для этого постоянно считываются данные с датчиков ОС, а на драйверы приводов передаются сигналы для перемещения экструдера, чтобы он установился в начальную точку отчета. Как только система позиционирована по нулевым точкам, выполняется запуск привода 3D-принтера, это позволяет определить работоспособность всех двигателей. Далее система переходит в состояние ожидания приема команд от компьютера или от оператора непосредственно с клавиатуры.
В структурной схеме (рисунок 1) представлены следующие блоки, рассмотрим их:
- микроконтроллер - к нему подключена вся периферия ;
-датчики обратной связи - датчики ОС по осям X,Y и Z;
- USB-порт - для сопряжения МК с компьютером;
-драйверы шаговых двигателей перемещения по осям X,Y и Z;
- устройство индикации(дисплей) - жидкокристаллический индикатор для отображения состояния микропроцессорного контроллера.
Рисунок 1– Структурная схема микропроцессорного контролера
Интерфейс с пользователем обеспечивается через тестовый ЖКИ - индикатор, на котором ведется отображение состояния принтера и 8-ми клавишную клавиатуру, через которую ведется управление. Допускается как компьютерное, так и ручное позиционирование экструдера, отвод его в начальное положение, повтор программы 3D-печати и т.п. функции.
Для оценки положения системы и ее состояния, рассмотрим перечень используемых в системе датчиков. Для определения начального положения рабочего узла и столика подачи 3D-детали, используем оптические датчики, в количестве трех штук, по осям X,Y и Z. Для обеспечения требуемой точности используются оптопары, позволяющие определить перемещение стола крепления 3D-детали с точностью до 100 микрон.
В качестве исполнительных устройств, предусматривается три 12 В двигателя, которые обеспечивают перемещение рабочего столика по координатам X, Z и третий опускает или поднимает сам экструдер по координате Y.
Обмен с компьютером рекомендуется выполнять через USB порт.
Был выбран двигатель Nema 23HS5602, который допускает два типа включения: биполярный, когда используются четыре вывода и униполярный на шесть выводов с заземленной средней точкой.
Для выбора двигателя определяем следующие величины[1]:
1. Номинальная угловая скорость двигателя Wн [рад/с]:
Wн = nнp/30 (1)
Wн=1500p/30=170 [рад/с].
2. Определяем требуемый момент на валу двигателя
 (2) (2)

3. Выбранный двигатель нужно проверить, удовлетворяет ли он по моменту и скорости в соответствии со следующими условиями:
Мтр/Мн £ W нагр Uр /Wн £ a.
где Мтр/Мн коэффициент допустимой перегрузки двигателя по моменту (для двигателя постоянного тока a - коэффициент допустимого кратковременного увеличения скорости двигателя сверх номинальной, обычно a = 1,2 - 1,5).
Проведем проверку двигателя:
по моменту - 0.03/0.051 =0.58 < 10;
по скорости - 5·63/314 = 1 <1,5.
В результате проверок двигателя по моменту и скорости видно, что он не перегружен.
Ошибка системы в статических режимах, как и в любых других режимах, зависит от управляющих и возмущающих воздействий, от параметров систем и их отклонений, а также от погрешностей элементов системы.
Для коррекции динамики могут применятся датчики скорости и ускорения вала объекта регулирования или вала двигателя, а также датчик момента, развиваемого электродвигателем.
Перед началом проектирования электрической принципиальной схемы, необходимо выполнить предварительную разработку структурной схемы работы микропроцессорного контроллера следящего привода, далее по ней обеспечить построение конкретной электрической схемы системы управления. После предварительного исследования, было выявлено о необходимости наличия в системе управления наличия датчиков обратной связи (ОС) по трем координатам (X,Y,Z). Также необходимо наличие и ряда других узлов, таких как драйверы управления шаговыми двигателями. Также требуется предусмотреть такие важные элементы интерфейса, как устройство индикации и клавиатура.
Все отдельные узлы принципиальной схемы были рассмотрены выше, потому перейдем к рассмотрению ее функционирования и построения в целом.
Главным звеном в данной схеме является контроллер, который обеспечивает как прием информации с датчиков, ее обработку и передачу команд управления на электронные ключи, и драйверы двигателей.
Рассмотрим схему подключения датчиков к контроллеру.
Учитывая то, что датчики начального положения значительно удалены от самого контроллера и имеют среднюю помехозащищенность, было решено использовать дополнительный АЦП для снятия с них показаний. Датчики выбраны оптического типа стандартная оптопара на просвет SG-206 (3шт), которая обеспечивает ток коммутации транзистором до 50мА при токе диода 10-20мА. Датчик имеет встроенный резистор для питания светодиода от 5В. Но для повышения помехозащищенности решено питать данный датчик от 12В присутствующих в системе управления. Все три датчика подключаются к АЦП DS2450 и по максимальному уровню оптического сигнала, что соответствует мнимому напряжения на коллекторе фототранзистора, определяется достижение 0 позиции в одном из направлений перемещения.
Для непосредственного управления используется простая клавиатура и чтобы упростить программную обработку и снизить число использованных портов было решено применить клавиатурный шифратор, сразу формирующий и прерывание при нажатии на клавишу и выдающий код клавиши на порт контроллера в двоичном виде. Это все заметно упрощает написание программы управления, а значение и функции клавиш были рассмотрены ранее.
Двигатели выбраны двух обмоточные 12-ти полюсные, что позволяет обеспечить поворот при одном шаге в 15 градусов. Управление ведется программно, при этом драйверу двигателя задается направление тока на обмотках + - или - + и определяется какая обмотка включена, а какая нет. Один драйвер в данном случае управляет одним двигателем, так как микросхема драйвера имеет два канала управления (по числу обмоток).
Семисторная оптопара обеспечивает развязку высоковольтных цепей и микроконтроллера. Также она работает в простом режиме вкл - оптопара замкнута или выкл - оптопара разомкнута и она включается в разрыв подачи цепи питания.
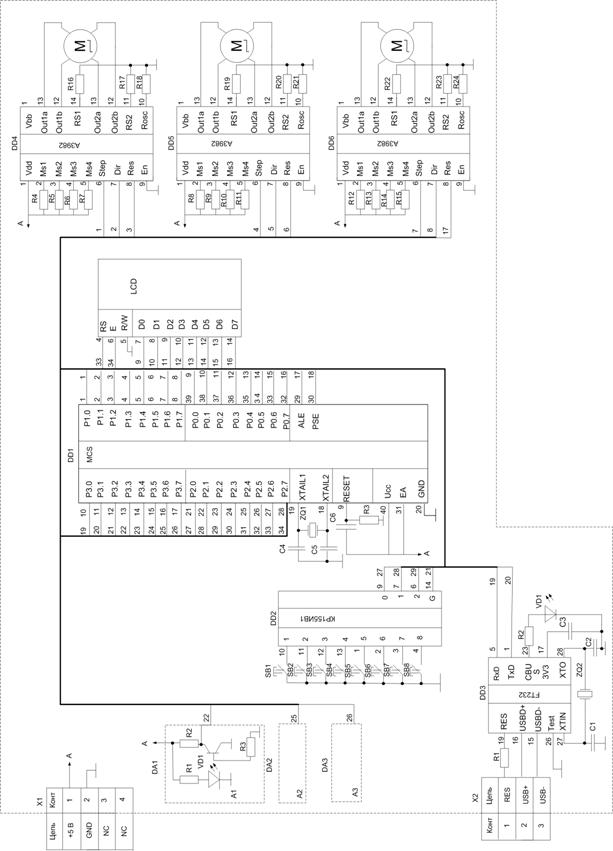
Рисунок 2- Схема электрическая принципиальная
Произведем расчет параметров ключа.
Примем ток транзистора Iтр=0,5 мА.
Рассчитаем R2 исходя из максимального тока через транзистор оптопары, тогда:
|
R2=Uп/I=5 В/0,05 мА=10 кОм
|
(3)
|
Где Uп- напряжение питания, I-ток.
Рассчитаем токоограничивающие резисторы в цепях светодиодов оптопар. Исходя из технической документации на устройство Vforward≈ 1,2 В, тогда:
|
R8=(Uп-Vf)/I=(5-1,2)/0,01=380 Ом,
|
(4)
|
выбираем ближайшее значение из стандартного ряда 390 Ом.
Тогда точный ток падения напряжения через светодиод в прямом направлении будет равен:
|
I=(Uп-Vf)/390=(5-1,2)/390=9 мА
|
(5)
|
Для второй и третьей транзисторной оптопары расчет будет аналогичным.
Учитывая условия эксплуатации устройства и допускаемые значения воздействующих факторов по группам жесткости, оговоренным государственным стандартом ГОСТ 23752-79 устанавливаем: плата должна соответствовать ГОСТ 23752-79, группа жесткости 1. Группа жесткости 1 подразумевает следующие климатические условия:
- температура воздуха от -30ºС до +40ºС
- влажность воздуха примерно 75%
- атмосферное давление нормальное (761 мм.рт.ст)
Выбираем двустороннюю печатную плату (ДПП), так как она характеризуется:
- возможностью обеспечить повышенные требования к точности выполнения проводящего рисунка;
- механической прочностью платы;
- уменьшением сопротивлений всех подключений к общему проводу, что, в свою очередь, уменьшает шум и наводки;
- увеличением распределенной емкостью для каждой цепи схемы, помогая подавлять излучаемый шум.
Разрабатываемая печатная плата должна иметь достаточно малые габариты, это определяется стремлением сделать устройство как можно меньших размеров без ухудшения его характеристик. Для того, чтобы уменьшить размер печатной платы, необходимо применять радиоэлементы с маленькой установочной площадью.
Двусторонние печатные платы (ДПП) изготавливаются комбинированным позитивным методом на двустороннем фольгированном диэлектрике типа СФ-1, СТФ-2 с металлизированными отверстиями и покрытием ОС-61.
Эти требования наиболее полно удовлетворяют проектируемой конструкции.
Выбираем габаритные размеры и конструкцию печатной платы. С этой целью из государственного стандарта ГОСТ 29137-91 выбираем варианты установки навесных элементов и выполняем компоновку графическим методом. В результате компоновки получена печатная плата простой прямоугольной формы с размерами 120х80 мм, размеры каждой стороны печатной платы кратны 5 и соотношения сторон близки к 1:1 Толщина платы определяется с учетом нагрузки на печатную плату, минимального диаметра отверстия и коэффициента γ для 3-го класса точности изготовления печатной платы[2]:
 (6) (6)
где dmin – минимальный диаметр отверстия на печатной плате;
γ - коэффициент нагрузки (для 3 класса точности равен 0,33).
 мм. мм.
Толщина платы 1,5мм.
Выбираем материал для печатной платы по ГОСТ 10316-78. Так как разрабатываемая печатная плата является двухсторонней и выполняется комбинированным методом, то в качестве материала применяем СФ-1-35-1,5.
Габаритные размеры микропроцессорного контроллера составили 120×80×1,5 мм. Проектируемый блок является самостоятельным устройством.
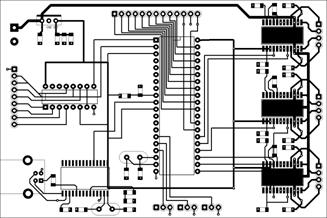
Общий вид
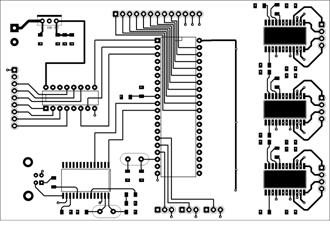
Верхний слой
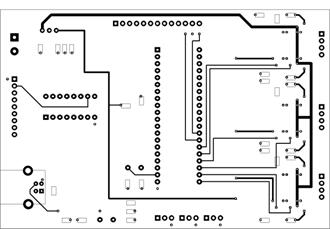
Нижний слой
Рисунок 3- Внешний вид печатной платы
Заключение. Разработанный микропроцессорный контроллер следящего привода отличается малыми габаритными размерами (120х80х1,5мм), низкой потребляемой мощностью, широкими функциональными возможностями. В устройстве используется современная, широкодоступная, дешевая элементная база. Применение микроконтроллера AT89C52 в качестве устройства управления и обработки информации значительно сокращает количество элементов в микропроцессорной системе. При внедрении данной системы в производство можно существенно сократить время работы, и самое главное, добиться более высокого качества управления следящим электроприводом.
References
1. Lomaka M.V. Mikroprotsessornoe upravlenie privodami. – M.: Mashinostroenie, 2010.-320 s.
2. Moskalenko V.V. Avtomatizirovannyi elektroprivod. – M.: Energoatomizdat, 1986.-416 c.
3. Razevich V.D. Proektirovanie pechatnykh plat v P-CAD . – M.: «Slon-R», 2011.- 558 c.
| 






