|
Electronics and Machinery
Reference:
Mustafaev, G.A., Mustafaev, A.G., Cherkesova, N.V. (2017). Reliability of aluminized integrated circuits. Electronics and Machinery, 3, 1–6. https://doi.org/10.7256/2453-8884.2017.3.23345
Reliability of aluminized integrated circuits
Mustafaev Gasan Abakarovich
Doctor of Technical Science
Professor, Department of Computer Technologies and Integrated Circuits, Kabardino-Balkarian State University
360004, Russia, respublika Kabardino-Balkarskaya, g. Nal'chik, ul. Chernyshevskogo, 173, kab. 122

|
arslan_mustafaev@hotmail.com
|
|
 |
Other publications by this author
|
|
Mustafaev Arslan Gasanovich
Doctor of Technical Science
Professor of the Department "Information technologies and information security" of the Dagestan State University of National Economy
367015, Russia, respublika Dagestan, g. Makhachkala, ul. Ataeva, 5, kab. 4.5
|
|
arslan_mustafaev@hotmail.com
|
|
|
Other publications by this author
|
|
|
Cherkesova Natal'ya Vasil'evna
PhD in Technical Science
Associate Professor at Kabardino-Balkarian State University
360004, Russia, the Kabardino-Balkar Republic, Nalchik, ul. Chernyshevskogo, 173, of. 122
|
|
natasha07_2002@mail.ru
|
|
|
Other publications by this author
|
|
|
DOI: 10.7256/2453-8884.2017.3.23345
Received:
16-06-2017
Published:
26-11-2017
Abstract:
Aluminium with its alloys is the basic material of integrated circuits metallization. Use of VLSIC toughens the requirements to the parameters of metallization, which determine its reliability, such as surface resistance, step coating quality, number and sizes of tension-caused voids, and electromigration tolerance. Poor quality of metallization is one of the most dangerous defects in semiconductor technology of integrated circuits. Electromigration can cause failure when passing high-density current through metallization. The materials have been tested in order to estimate the intensity of metal resistance variation caused by electromigration. Based on the results of these tests, the authors conclude that geometrical factors play a dominant role in the mechanism of erosion of integrated circuits metallization caused by electromigration. With regard to the tests, the authors formulate recommendations about the transition from the sputtering technique to evaporation deposition.
Keywords:
metallization, circuit, aluminum, electromigration, technology, electronics, semiconductor, connection, silicon, reliability
Процесс
металлизации заключается в реализации межкомпонентных соединений и создании
контактов с низким сопротивлением к областям p- и n- типа и слоям
поликристаллического кремния. При проведении процессов металлизации необходимо
обеспечить следующие требования: хорошая адгезия металла на осаждаемой
поверхности; низкое удельное и контактное сопротивление; отсутствие
электромиграции; высокая коррозионная стойкость; стабильность на последующих
стадиях процесса. Проблемы коррозии и электромиграции решаются подбором
характеристик осаждаемых материалов.
При формировании металлизации и межсоединений в технологии
полупроводников часто используется сплав алюминия с кремнием, добавки которого
предотвращают пробой мелких переходов [1-4]. Однако в процессе охлаждения
растворенный в алюминии кремний может выпадать из твердого раствора с
алюминием. При этом могут образовываться преципитаты кремния на узлах
зародышеобразования, таких как существовавшие ранее частицы кремния, границы
зерен в пленке алюминия либо ступеньки в диэлектрике, а также может происходить
эпитаксиальное осаждение на открывшихся участках подложки. С уменьшением
размера контактного отверстия доля площади, занимаемой образующимся
эпитаксиальным слоем, становится значительной, в результате чего резко
возрастает контактное сопротивление (рис. 1а, б), на металлизации Аl-Si
(1%) после отжига при 450 °С. При, этом контакт перестает быть омическим, что
приводит к нелинейной зависимости параметров прибора от напряжения источника питания.
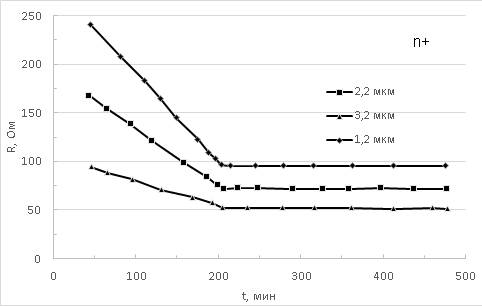
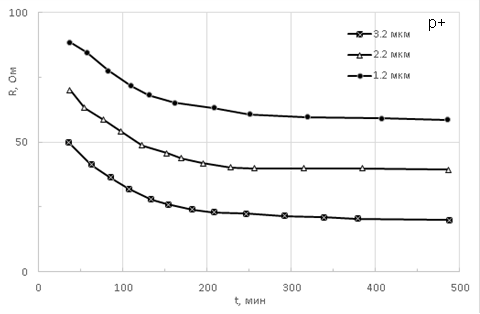
Рис.1.Зависимость контактного сопротивления от времени отжига для n+ и р+ эпитаксиальных слоев при различных
размерах диаметров контактного отверстия.
Количество
кремния, которое может выделяться из его твердого раствора с алюминием,
определяется диффундирующим к контакту количеством материала в процессе
охлаждения пластины, которое зависит, в свою очередь, от диффузионной длины.
Последняя резко падает с температурой, и в условиях равновесного охлаждения
общее количество выходящего из твердого раствора кремния равно разности его
растворимости при максимальной температуре отжига и при текущей температуре
пластины. Для оценки количества кремния, осаждающегося в контактном отверстии,
вводят понятия эффективного времени диффузии t (его приняли равным 15 мин, так
как за это время пластина, вынутая из печи, остывает до 250 °С), а эффективную
температуру считают равной 315 °С, так как при температуре ниже 300 °С
коэффициент диффузии пренебрежимо мал. Осажденный кремний лежит в основном
внутри площади радиусом r
вокруг
контактного отверстия:

где D - коэффициент
диффузии при 315 °С (для кремния в алюминии он равен ~ 4 мкм2/мин). В указанных выше режимах r = 8 мкм, и количество
осажденного в контактном отверстии кремния V определяется как:

где S - растворимость при максимальной
температуре отжига и d-толщина пленки. Анализ этих выражений показывает, что
для ограничения преципитации кремния нужно быстро охлаждать пластину.
Ограничению преципитации также способствуют уменьшение толщины пленки
металлизации и величины S (а значит, температуры отжига, которая не может быть
ниже 400 °С, что необходимо для отжига всех поверхностных состояний).
Для
подавления эпитаксиального роста кремния можно также формировать преципитаты не
на контактном отверстии, а на предварительно созданных зародышах, которыми
могут служить не растворившиеся частицы кремния. При большой плотности
зародышей они могут располагаться в пределах величины r вокруг
контактного отверстия. Очевидно, что чем выше плотность преципитатов на этих зародышах, тем ниже
контактное сопротивление. К числу критических параметров относится размер пpеципитатов,
поскольку при малых размерах они могут
полностью растворяться в пленке алюминия, а при больших может не быть достигнута их
критическая плотность, необходимая для преципитации за пределами контактного
окна. Распределение частиц кремния по размерам регулируется температурой
осаждения пленки металлизации. Оптимальной следует считать температуру
осаждения 300 °С, так как при этом достигается однородное
распределение частиц преципитатов средних размеров ( крупные преципитаты могут
быть причиной уменьшения поперечного сечения дорожки металлизации для переноса
тока и возникновения в них напряжений, что ускоряет появление отказов
металлизации). Отжиг также по-разному влияет на размер преципитата в
зависимости от температуры осаждения пленки металлизации.
Предотвращению эпитаксиального
осаждения способствует также размещение дополнительного металлического слоя
между пленкой алюминия и контактом. Этот слой должен обеспечивать минимальное
взаимодействие с алюминием, не влиять на другие свойства пленки и иметь низкое
контактное сопротивление как с n+ так и с p+ -
областями. Таким требованиям удовлетворяют силициды молибдена, тантала и
вольфрама, сплав титана с вольфрамом и титан. Так, введение слоя силицида
вольфрама позволило сохранить низкое контактное сопротивление контакта
диаметром 1,2 мкм при температуре до 450 °С, в то время как без этого слоя
контактное сопротивление заметно возрастало.
Плохое качество покрытия ступеньки
опасный дефект металлизации. Изменение размера отверстия в горизонтальном
направлении происходит в большой степени, чем в вертикальном, в результате чего
существенно возрастает отношение ширины к длине контактных и сквозных
отверстий. При этом для последних диаметр составляет 1 мкм и менее, а толщина
слоя диэлектрика поддерживается относительно большой, чтобы поддерживать низкий
уровень емкости. При покрытии ступеньки две основные трудности связаны с
наличием нижележащих слоев с сформированным рисунком, а также с покрытием
контактных и сквозных отверстий.
Улучшение покрытия ступеньки было достигнуто
при осаждении пленки алюминия в условиях распыления при смешении по постоянному
току, поскольку вызванная смещением ионная бомбардировка в конечном итоге
приводит к повторному осаждению металла [5]. При высоких скоростях повторного
осаждения отмечена планаризация сквозных отверстий, что однако достигается за
счет снижения суммарной скорости осаждения и тем самым - производительности
процесса. При подаче смещении в тех же режимах происходит заметное уменьшение
размера зерна пленки и улучшение гладкости поверхности. Вместе с тем, в
условиях постоянного смещения резко снижается устойчивость пленки алюмния к
электромиграции. Одновременная подача смещения и нагрев подложки обеспечивают
хорошее качество покрытия ступеньки без снижения производительности процесса
осаждения.
Одним из наиболее распространенных
видов отказов металлизации на основе алюминия являются обрывы цепи в процессе
термоциклирования, вызванные образованием пустот [6]. Появление пустот
обусловлено напряжениями, возникающими при охлаждении пластины после нанесения
пассивирующего слоя оксида или нитрида кремния. Градиенты напряжений вызывают
диффузию вакансий и их последующую коалесценцию с образованием пустот, что
происходит в основном по краям линий. Критичность этого процесса возрастает по
мере снижения ширины линии металлизации. Для предотвращения катастрофических
отказов схем следует создавать условия, в которых образуется несколько малых
пустот, не объединяющихся в большие. Подавлению процесса образования пустот
способствует введение меди в алюминий и нанесение подслоя некоторых тугоплавких
материалов, например силицида молибдена [7, 8]. Пустоты также являются причиной
отказов в сквозных отверстиях на границе двух слоев металлов. Нанесение
тугоплавкого металла перед осаждением второго слоя металлизации предотвращает
распространение пустот в алюминий с поверхности раздела двух слоев металлизации
[9, 10].
References
1. Crofton J., Porter L.M., Williams J.R. The physics of ohmic contacts to SiC // Physica Status Solidi B. 1997; Vol. 202: pp.581–603.
2. Mustafaev G.A., Uyanaeva M.M., Mustafaev A.G. Plenki SiBN dlya mnogourovnevykh mezhsoedinenii // Materialy IV Mezhdunarodnoi nauchno-tekhnicheskoi konferentsii «Mikro- i nanotekhnologii v elektronike», Nal'chik, 2011, s.171-175.
3. Wilson T., Korolev K., Crow N. Bilayer lift-off process for aluminum metallization // Journal of Micro/ Nanolithography, MEMS, and MOEMS. 14(1), 014501 (20 January 2015). DOI: 10.1117/1.JMM.14.1.014501.
4. Poller T., Lutz J., Böttge B., Knoll H. Analysis of the plastic deformation in aluminium metallizations of Al2O3-based DAB substrates // 5th European Conference on Power Electronics and Applications (EPE), pp. 1-10, 2013.
5. Mustafaev G.A., Mustafaev A.G., Mustafaev A.G., Cherkesova N.V. Sposob izgotovleniya kontaktno-bar'ernoi metallizatsii // Patent RF 2550586. Byul. 13, 2015 g.
6. Margolin V.I., Zharbeev V.A., Tupik V.A. Fizicheskie osnovy mikroelektroniki. M.: Akademiya, 2008 – 400 s.
7. Mustafaev G.A., Uyanaeva M.M., Mustafaev A.G. Vzaimodeistvie sloev v sisteme Al-NiSi pri nalichii podsloya vol'frama // Materialy IV Mezhdunarodnoi nauchno-tekhnicheskoi konferentsii «Mikro- i nanotekhnologii v elektronike», Nal'chik, 2011, s.184-185.
8. Chou Y.-H., Sung Y., Bai C.-Y., Ger M.-D. Effects of molybdate concentration on the characteristics of Ni–Mo–P diffusion barriers grown by nonisothermal electroless deposition // J. Electrochem. Soc. 2008, v.155, №9, p.D551 - D557.
9. Mustafaev G.A., Uyanaeva M.M., Panchenko V.A. Silitsidy tugoplavkikh materialov v tekhnologii SBIS // Materialy Mezhdunarodnoi nauchno-tekhnicheskoi konferentsii «Mikro- i nanotekhnologii v elektronike», Nal'chik, 2009, s.212-216.
10. Yang L.Y., Zhang D.H., Li C.Y., Foo P.D. Comparative study of Ta, TaN and Ta/TaN bi-layer barriers for Cu-ultra low-k porous polymer integration // Thin solid films – 2004, v.462–463, p.176– 181.
|







